H13 tool steel is the backbone of hot work tooling—widely used in die casting, forging, extrusion, and moulding. When processed correctly, it delivers long life and consistent performance.
Yet many H13 dies fail far earlier than expected.
That’s not a material problem—it’s a process problem.
What is Premature Failure?
Premature failure means a die cracks, wears out, or loses accuracy well before its expected production life—leading to downtime, rejection, and high tooling costs.
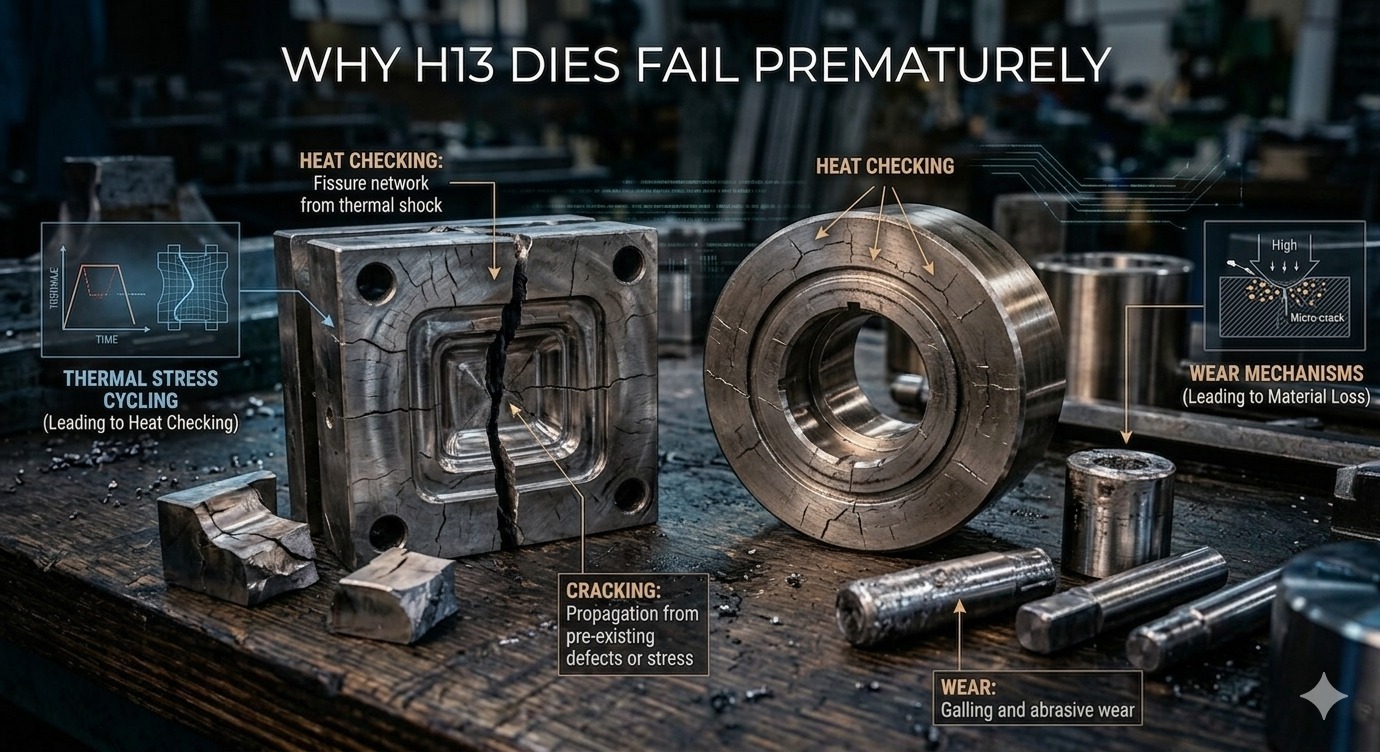
Top Reasons H13 Dies Fail Early
1. Heat Checking (Thermal Fatigue)
Repeated heating and cooling creates fine surface cracks (like dry mud). Over time, these cracks grow and damage the die surface.
Why it happens faster:
- Excessive cooling (thermal shock)
- Over-hardening (brittleness)
- No preheating before production
Prevention: Controlled cooling, correct hardness, nitriding, ESR-grade steel.
2. Gross Cracking & Fracture
Deep cracks or sudden die breakage.
Causes:
- Over-hardening
- Poor tempering (retained austenite)
- Sharp corners (stress concentration)
- Thermal shock
Prevention: Proper heat treatment, multiple tempering cycles, better die design.
3. Abrasive Wear & Erosion
Gradual loss of dimension and surface finish.
Causes:
- Low hardness
- High temperatures
- Poor lubrication
- High metal flow (in die casting)
Prevention: Correct hardness, lubrication, nitriding/PVD coatings.
4. Poor Heat Treatment
Even premium H13 fails if heat treatment is wrong.
Common mistakes:
- Incorrect hardening temperature
- Uneven quenching
- Single tempering
- Surface decarburisation
Prevention: Vacuum heat treatment + double/triple tempering.
5. Low Steel Quality
Not all H13 is equal.
Standard grades may contain inclusions and segregation—leading to early cracks.
Better choice:
ESR process H13 — cleaner, tougher, longer life.
6. Design & Machining Errors
Even perfect steel fails with poor design.
Common issues:
- Sharp corners
- Thin sections
- Poor cooling line placement
- EDM layer without re-tempering
Prevention: Smooth radii, balanced design, proper finishing.
7. Poor Lubrication & Cooling
Operational mistakes accelerate failure.
- Uneven cooling → thermal stress
- Poor lubrication → wear & soldering
- Hard water scaling → overheating
8. No Preheating
A cold die entering production faces instant thermal shock.
Recommended:
- Die casting: 180–250°C
- Forging: 150–200°C
How to Extend H13 Die Life
- Use ESR-quality H13 steel
- Maintain correct hardness (not “harder is better”)
- Ensure proper heat treatment (multi-temper)
- Apply nitriding or coatings
- Design with proper radii & cooling layout
- Always preheat before production
Conclusion
H13 failure is rarely random—it’s almost always preventable.
The biggest difference between short life and long life?
Material quality + process control.
Start with the right steel. Execute the process right.
And H13 will deliver the performance it’s known for.
Frequently Asked Questions
Q1: Why is H13 preferred for hot work dies?
Excellent hot strength
Good thermal fatigue resistance
High toughness
Q2: What is the main cause of heat checking in H13?
Repeated thermal cycling (heating + cooling)
Q3: How can heat checking be reduced?
Proper die preheating (150–300°C typically)
Controlled cooling (avoid sudden quenching)
Use of thermal barrier coatings
Q4: What hardness is ideal for H13 dies?
Typically 44–52 HRC depending on application
Too hard → cracking
Too soft → wear
Q5: How does nitriding help H13 dies?
Increases surface hardness
Improves wear resistance
Delays crack initiation
Q6: What is the role of cooling channels?
Maintain uniform temperature
Reduce thermal gradients
Prevent hot spots → reduce cracking
Q7: Can coatings completely prevent wear?
No, but they significantly delay it
Coatings improve life, not eliminate failure
Q8: Why do dies soften over time?
Overexposure to high temperatures beyond tempering limit
Q9: What industries commonly face H13 die failure?
Die casting (aluminum, zinc)
Forging
Extrusion
| Ready to Source H13 Smarter? Contact Virat Special Steels Today |
Fast quotes | Grade recommendations | Pan-India delivery
📧 info@viratsteels.com | 📱 +91 98140-21775


